旋翼头组装
首先,光把旋翼头组的包装泡泡袋拆完就好几层,可见XLPower的贴心。XL700的旋翼头表面採用喷砂质感的雾面处理,拿在手上的手感真好。不过,这旋翼头是假组状态,所以要重新拆开再上胶组装。

先把整个旋翼头组拆开,零件按照组装的顺序排好。这样等下安装时才不会出错。特别是止推/推力轴承的顺序以及横轴垫圈的方向性不能装错。除了原有假组的旋翼头组外,另外还有主旋翼夹臂。另外,因为在主旋翼T头裡的横轴垫圈不好拆出来,所以就不强拆它出来拍照。因为XL700的横轴垫圈不一样的地方是它有方向性,以及上方有另外组装有二个 O Ring。

先以一边的主旋翼夹要安装的零件来说明。由右到左来说明,最右方那只有一半的垫片不算。接下来是二片垫片是安放在主旋翼T头跟主旋翼夹中间,薄的垫片靠主旋翼头,而较厚的垫片则靠主旋翼夹。所以横轴涂上硅油后,穿过主旋翼T头后,就先安装这二片垫片后,再装上主旋翼夹。
再来主旋翼夹裡已有一个黏固定好的轴承,它跟照片最左边的轴承一样是双列角接触滚珠轴承。双列角接触滚珠轴承不用再多做说明了,在XL700裡,三个主轴固定座轴承以及主旋翼夹的四个轴承都是採用双列角接触滚珠轴承,在在显示出XLPower的贴心。
接下来是止推/推力轴承组,再来是垫片,最后最外侧安放上双列角接触滚珠轴承,这个最外侧的轴承不用上胶固定,这样也方便维修。止推/推力轴承安放在二个轴承中间,这样止推/推力轴承会更耐用,桨夹也不易有虚位。最后螺丝加上垫片再锁上横轴。

在组装前记得要先把螺丝及横轴螺纹孔内的油份清除乾淨。首先先一边螺丝垫上垫片后上胶锁上。这个垫片是有方向性的,一面外围为圆弧状的是朝外;另一面是完全平面是朝向横轴。横轴螺丝是芳生M6x12mm 12.9 高强度螺丝,虽然它强度够,有点用力过头也不会损伤。但,建议用扭力起子,扭力设定在2Nm (大约 20kgf-cm)。700级直昇机,M6横轴螺丝,用2Nm够用,也不会伤到螺丝。

接下来先准备止推/推力轴承上油。而二片止推/推力轴承垫片的内径不同,内径较大的靠主旋翼T头,内径较小的则靠外侧。如何区分内径大小? 一个最简单的方式就是套上横轴,并且向一侧推,内径大的的倾斜度会比内径较小的来的大。照片中左方的为内径较大,右方的则为内径较小的止推/推力轴承垫片。

所以接下来先装上垫片,再装上止推/推力轴承组。而止推/推力轴承润滑油则使用习惯的 RCM止推/推力轴承专用油。

这样就完成一边主旋翼夹的安装,这时再配合横轴扳手,再确认横轴螺丝紧度为2Nm。


而另一边则一样按照顺序先装上薄厚二个垫片,再装上主旋翼夹、止推/推力轴承组、垫片及轴承后,最后再锁上M6螺丝。而之前已锁好的那端用L型M4内六角扳手,新组装的这端则用扭力起子,扭力设定在2Nm。

而主旋翼夹臂的球头孔位有二个孔位可供选择。外孔较稳定,内孔反应较敏捷。这次组机选择的是较稳定的外孔,有著较好的机械解析度。

而主旋翼夹臂的螺丝孔跟螺丝的公差很小,建议先把二支螺丝穿过主旋翼夹螺丝孔后再上螺丝胶后,再交叉锁上主旋翼夹。不然,先上螺丝胶再穿过主旋翼夹臂时,大部分螺丝胶应沾黏在主旋夹臂的螺丝孔内。

组好的主旋翼夹,在转动时要能滑顺,但本身不会因主旋翼夹臂的重量而使主旋翼夹慢慢转动使主旋翼夹臂下垂,这样的组装才正确。如果主旋翼夹会因主旋翼夹臂的重量转动而让主旋翼夹臂下垂,则可能有零件顺序有安装错误。
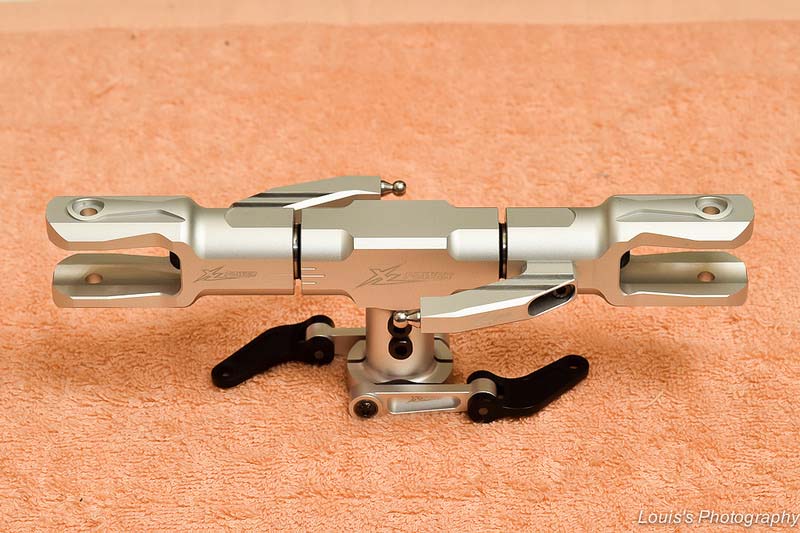
XL700主旋翼夹的设计很有型,表面喷砂的雾面处理在低调中带有相当好的质感,也相当霸气。

正上方看下去,粗犷的线条有别于一般直昇机主旋翼头圆滑的设计,有著另一种美感。
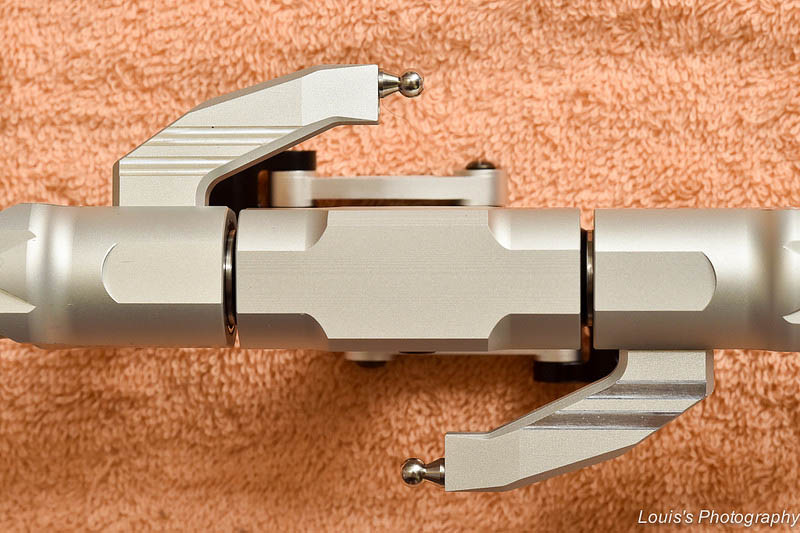
侧边刻有零度及正负12度螺距基准线,方便调机时参考用。

十字盘组装
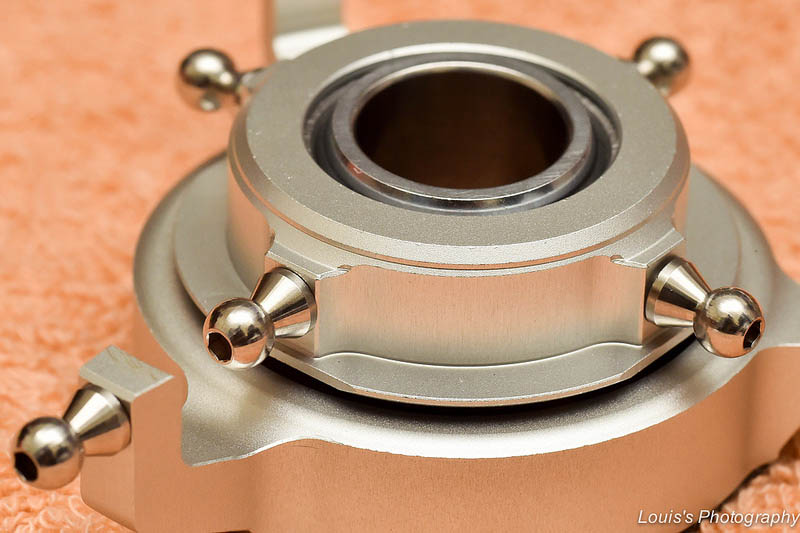
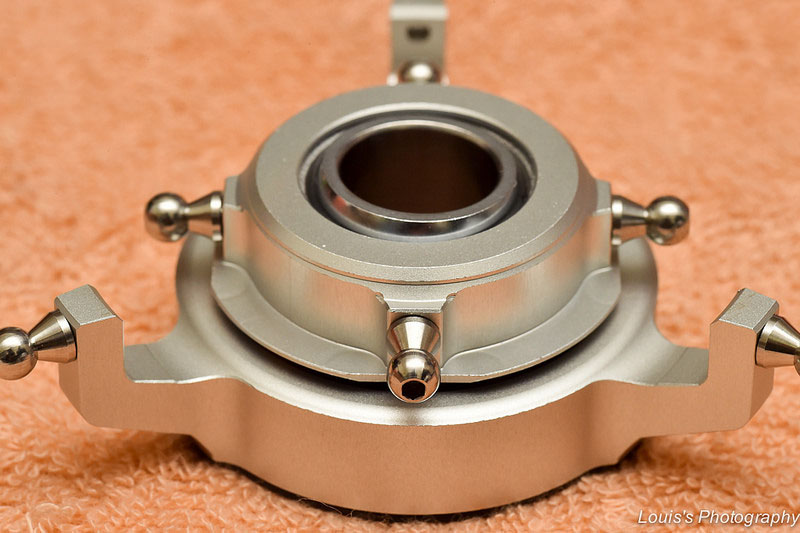
XL700的十字盘跟旋翼头一样表面是喷砂雾面处理,质感相当不错。

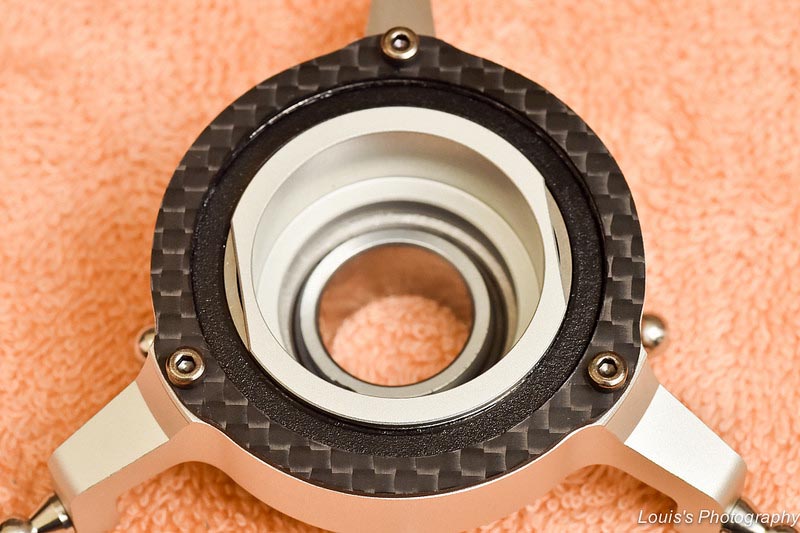
底部三颗M2x4mm锁定下碳纤固定环的螺丝在出厂已上胶完成组装,不用再拆开重新上螺丝胶。而且大部分的十字盘下方如有固定螺丝,也大多是用螺丝头卡住轴承固定。而XL700下方直接用碳纤环固定,这样安全性又提昇不少。
所以只要将球头一一拆下上螺丝胶后,重新再锁上就完成。

来几张特写,真是艺术品啊!


最后跟主旋翼头来张合照

主齿盘组装
主齿盘中心固定单向轴承座的六颗螺丝是假组状态,要一一旋下重新上胶,而且也是用芳生螺丝。
先把六颗M3x12mm 芳生螺丝一一旋下。

接著把主齿盘、单向轴承座和六颗固定螺丝排好,准备重新上胶固定。
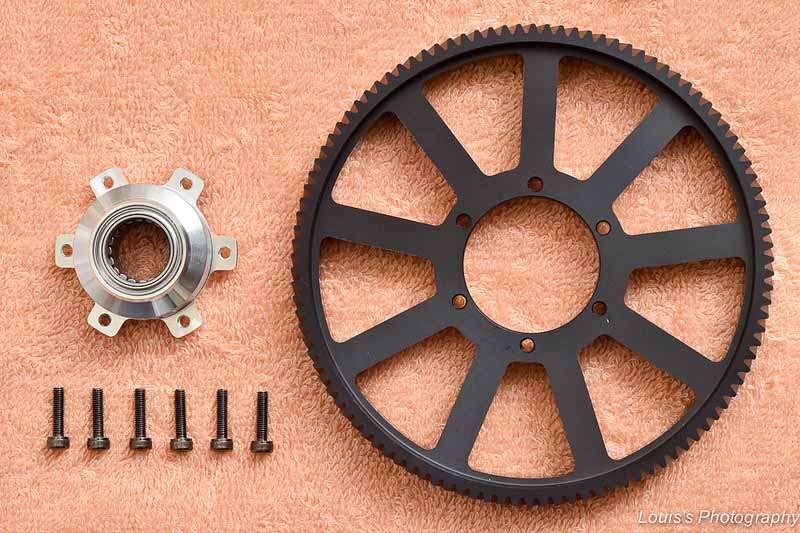
换个角度再来一张。

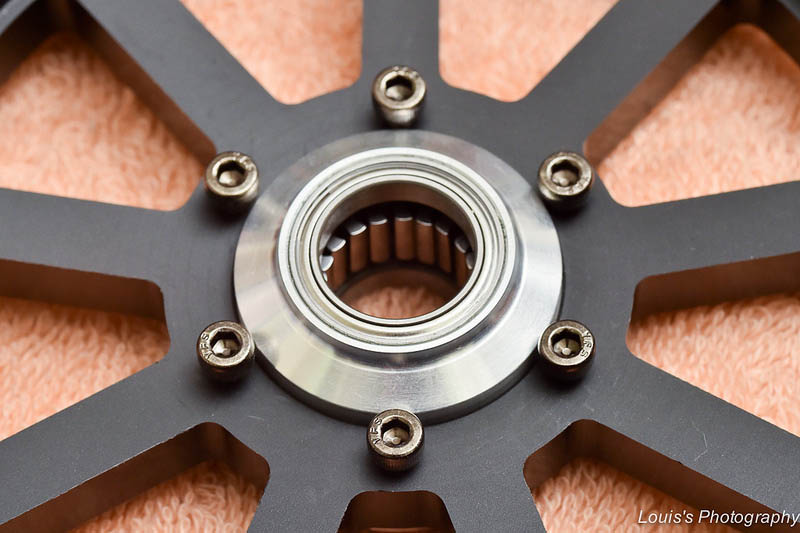
这CNC切割的主齿盘质感相当好,之前在组装XL520时,就觉主齿盘的真圆度很不错。这主齿盘真圆度如何?就等到上马达齿时来测试。
配合15mm主轴的单向轴承座看来很坚固耐用。

而螺丝胶建议先上到单向轴承座的螺纹孔。因为如把螺丝胶上到螺丝前端再穿过主齿时,大部分螺丝胶可能沾黏在主齿的固定孔内而无法有效的固定单向轴承座。

接著再以对角交叉慢慢锁紧六颗固定单向轴承座的螺丝,最后记得把背面因螺丝锁定时而推挤出来的残胶擦拭乾淨。而单向轴承暂不上油,等到要安装到主轴时再上,这样可以避免先上油后可能沾惹到灰尘。

而皮带尾驱主齿上的四颗M2x8mm螺丝在出厂时已上好胶了,不用再拆开重新上胶。

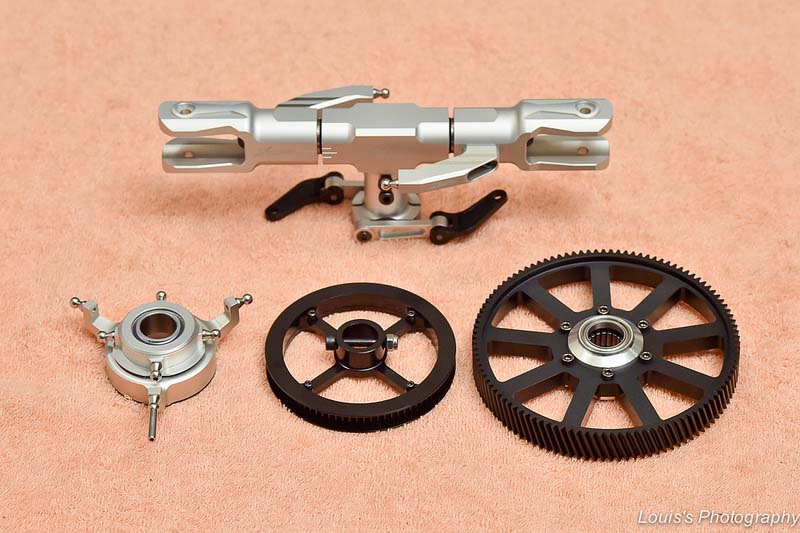
到这里,跟主轴有关的四件动力传动总成件已组装完成。下一篇接著会进行尾管总成组装,待皮带穿过来时就可依序把这四件一一安装上去。